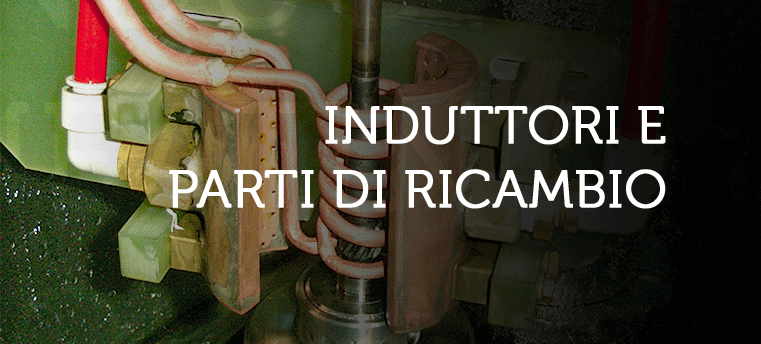
PROGETTAZIONE E REALIZZAZIONE INDUTTORI DI TEMPRA E DISTENSIONE, PROGETTAZIONE DI INDUTTORI PER VARIE APPLICAZIONI DELLA TECNOLOGIA DI RISCALDO A INDUZIONE
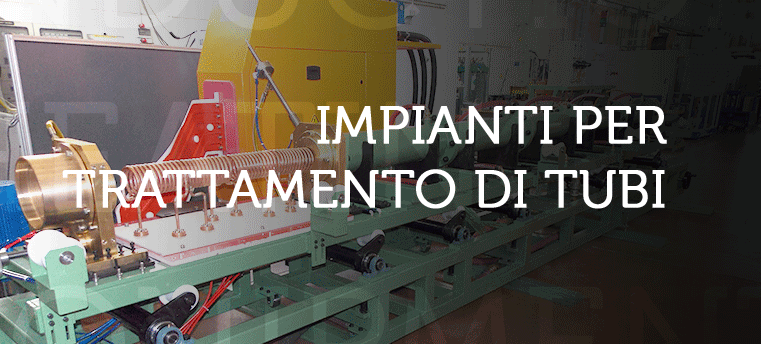
Termomacchine progetta e produce induttori specificatamente sviluppati per eseguire tempra e distensione superficiale di componenti meccanici soggetti a usura e stress meccanico in esercizio, in base a specifica cliente, per il settore automotive, OIL'GAS, impiantistico.
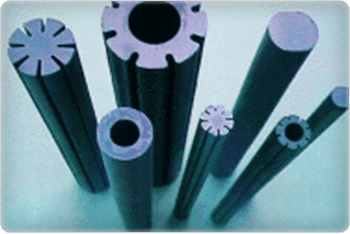
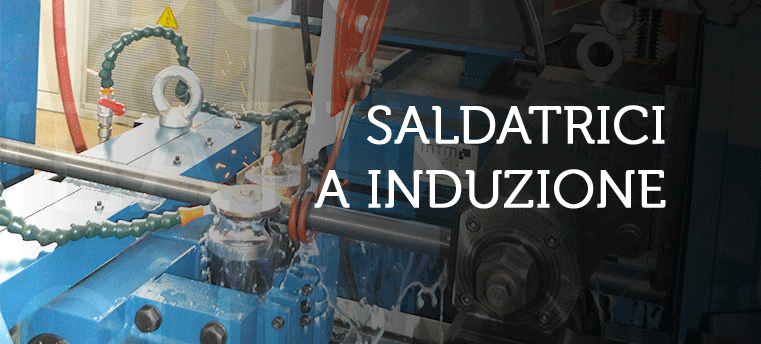
Progetta e realizza induttori specifici per varie applicazioni fra cui, tempra formatura (componenti automotive di basso spessore), forgiatura, saldobrasatura, calettamento a caldo, curing di rivestimenti protettivi su cavi o rotori di motori elettrici.
La progettazione degli induttori di tempra si fonda sulla conoscenza pratica e teorica dei fenomeni che comportano il riscaldamento ad induzione degli acciai temprabili che, possono essere condotti a temperature molto alte in tempi brevi ed in modo volutamente localizzato. In particolare, sulle superfici di componenti meccanici a cui e richiesto di sopportare specifiche sollecitazioni meccaniche e/o di usura superficiale in esercizio.
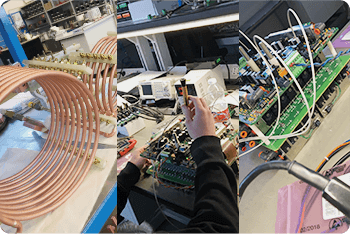
La prima bozza di progetto, viene eseguita su CAD 3D in base all'esperienza di un team costituito da progettisti, costruttori, e metallurgisti, ne segue, la realizzazione di un prototipo che può essere collaudato e modificato in più fasi fino al raggiungimento dell'obiettivo stabilito con il cliente.
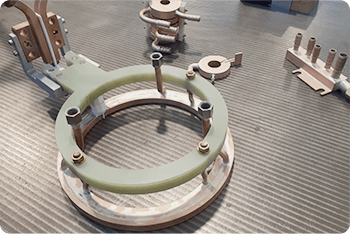
Il progetto definitivo viene congelato in modo da garantire la ripetibilità del processo in caso di sostituzione o riparazione per usura del componente induttore. Dove necessario vengono progettate e realizzate attrezzature specifiche che consentono un preciso assemblaggio e setup fuori macchina degli induttori e la possibilità di verificarne la conformità a disegno della loro geometria in modo semplice e intuitivo.
La conoscenza dei materiali utilizzati nella costruzione, la loro applicazione mirata, l'apporto dell'esperienza nella realizzazione pratica ed il collaudo sono le basi fondamentali della realizzazione degli induttori in Termomacchine.