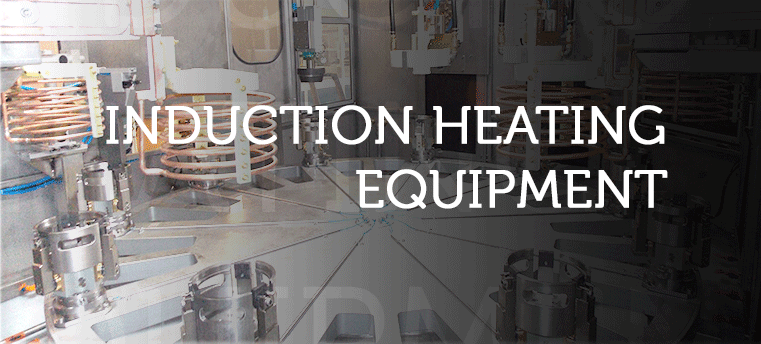
DESIGN AND MANUFACTURING OF INDUCTORS FOR HARDENING AND TEMPERING, INDUCTORS DESIGN FOR VARIOUS INDUCTION HEATING APPLICATIONS
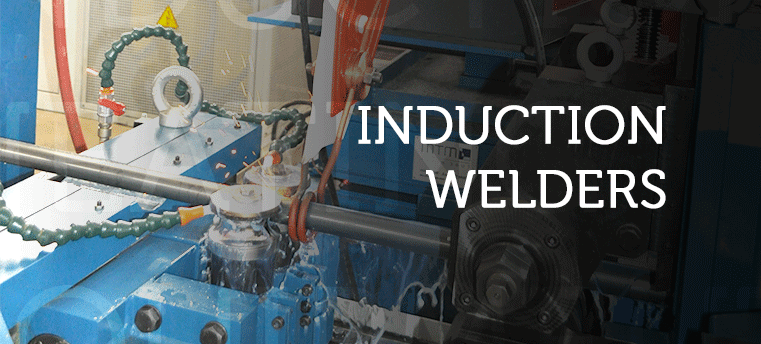
Termomacchine designs and manufactures inductors specifically developed to perform hardening and surface tempering of mechanical components subject to wear and mechanical stress during operation for the automotive sector, OIL & GAS, and plant engineering.
Furthermore, Termomacchine designs and manufactures specific inductors for other applications including hardening (low thickness automotive components), forging, braze welding, heat shrinking and curing of protective coatings on cables or rotors of electric motors.
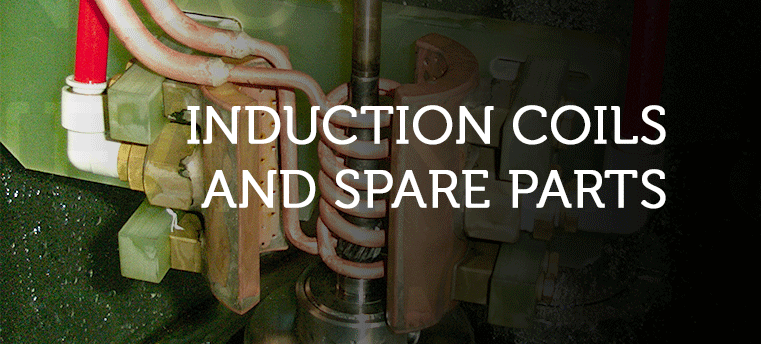
The design of the tempering inductors is based on a practical and theoretical knowledge of all the phenomena that involve the heating and the induction of hardened steels that can be conducted at very high temperatures in a short time and in a deliberately localized way: in particular on the surfaces of mechanical components to which is requested to withstand specific mechanical stresses and / or superficial wear during operation.
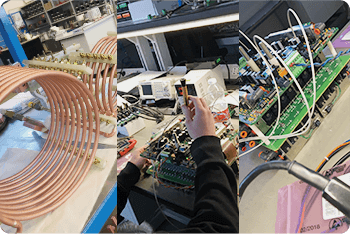
The first draft of the project is performed on a 3D CAD according to the experience of a team made up of designers, builders, and metallurgists. The prototype realized can be tested and modified in several phases until the target set by the customer is reached.
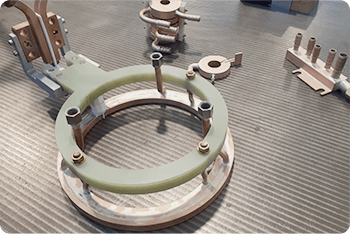
The final design is fixed in order to ensure the repeatability of the process in case of replacement or repair due to wear of the inductor component. Where necessary, specific equipment is designed and produced that allow precise assembly and off-machine setup of the inductors: the possibility of verifying conformity with their geometry in a simple and intuitive way is always guaranteed.
The deep knowledge of the materials used in the construction, their targeted application, the great experience in the practical realization and the testing are the foundations of the inductors development in Termomacchine.
The iter described above is followed in each application for which it is necessary to reach hardening temperatures, forging, braze welding, keying of mechanical components and application of protective coatings, if the geometry of the system does not fit between previously studied applications.